

Трубы с вольфрамовым покрытием
Sanjack Petro производит трубы и обсадные трубы с вольфрамовым покрытием в Китае. У нас есть собственный завод по производству вольфрамовых насосно-компрессорных труб и обсадных труб. Sanjack Petro обеспечивает высокое качество и конкурентоспособную цену на насосно-компрессорные трубы и обсадные трубы, покрытые вольфрамом для вас. Свяжитесь с нами сейчас для получения цен на вольфрамовые насосно-компрессорные трубы и обсадные трубы.
- Sanjack располагает 7 современными линиями по производству вольфрамового покрытия в Китае.
- Эти экологически чистые производственные линии с высокой степенью автоматизации могут производить 10 000 тонн различных антикоррозионных труб в год и иметь внутренний диаметр 2 000 цилиндров скважинных насосов.
Из-за сильной канцерогенности и неблагоприятного воздействия на окружающую среду ионов шестивалентного хрома использование технологии хромирования в Китае постепенно ограничивалось, а некоторые продукты были ограничены двумя директивами ЕС, WEEE и ROHS.
Таким образом, новая экологически чистая технология замещения хрома R&D привлекает все больше и больше внимания. И, поскольку новая технология замены хрома, процесс нанесения покрытия из вольфрамового сплава, благодаря его особой структуре, а также хорошей износостойкости и коррозионной стойкости, постепенно привлекает внимание людей.
Sanjack располагает 7 современными линиями по производству вольфрамового покрытия в Китае. Эти экологически чистые производственные линии с высокой степенью автоматизации могут производить 10 000 тонн различных антикоррозионных труб в год и иметь внутренний диаметр 2 000 цилиндров скважинных насосов.
Композитное покрытие широко используется в насосно-компрессорных трубах, насосных штангах, штанговых насосах, поставках компонентов двигателя. Основанные на передовой никелевой технологии, изделия с композитным покрытием Shengji лидируют в Китае и обладают следующими преимуществами: защита от коррозии, истирание, редкое загрязнение, прочный клей.
особенностью
- На внешнем виде покрытия не происходит вздутий или падений при испытании шлифованием и пилой, а также при испытании на тепловой удар.
- Твердость > 900HV после термообработки.
- Стойкость к кислотам, щелочам, хлорид-ионам.
- Сохранение внешнего вида покрытия при 300 ℃.
- Толщина покрытия: 30-50 мкм
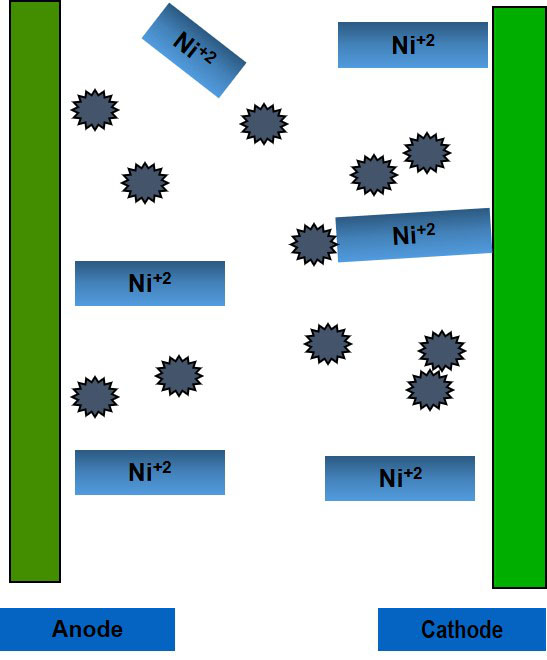
Композитное покрытие основано на нанесении гальванического покрытия и нанесении покрытия без химического восстановления, при котором в ванну добавляются нерастворимые частицы (например, керамические частицы), чтобы частицы могли осаждаться вместе с покрытием. Таким образом, покрытие имеет характеристики как металлического покрытия, так и частиц.
После двух лет интенсивных исследований и разработок компания Shengji успешно разработала новый тип технологии композитного покрытия, который широко применяется при обработке поверхности труб и полированных стержней. В настоящее время сопутствующие товары реализованы в массовом производстве.
Сравнение износостойкости
1.Сравнение никель-вольфрамового композитного покрытия и хромового покрытия по износостойкости
Мы проверяем износостойкость никель-вольфрамового композитного покрытия и хромирования с помощью экспериментов. Для проверки износостойкости мы подготовили два вида испытаний покрытия в конкретных экспериментальных условиях на трение.
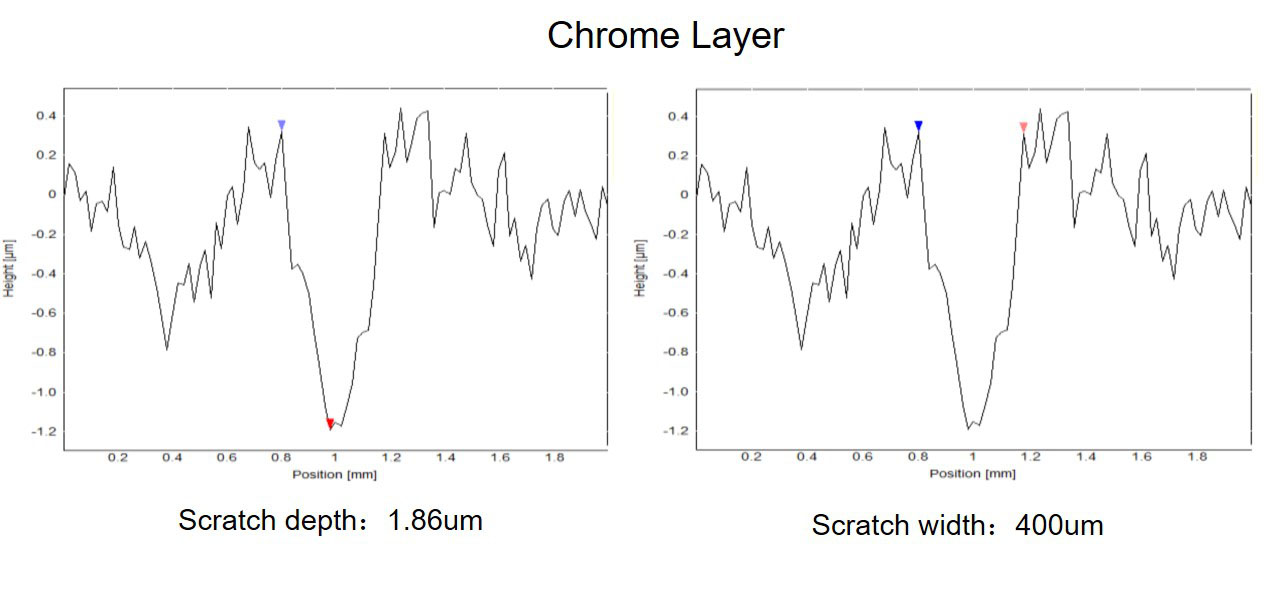
Данные испытаний на износостойкость хромированных образцов
Данные испытаний на износостойкость блока никель-вольфрамового композитного покрытия
Экспериментальные данные и результаты
| Тип покрытия | Слой хрома | Никель-вольфрамовый композит |
| Коэффициент трения | 0.54 | 0.44 |
| Глубина царапины (мкм) | 1.86 | 0.59 |
| Твердость по Виккерсу HV0.2 | 928-950 | 970-1026 |
| Вывод | Покрытие из никель-вольфрамового композита как минимум в 3 раза лучше хромированного по износостойкости. | |
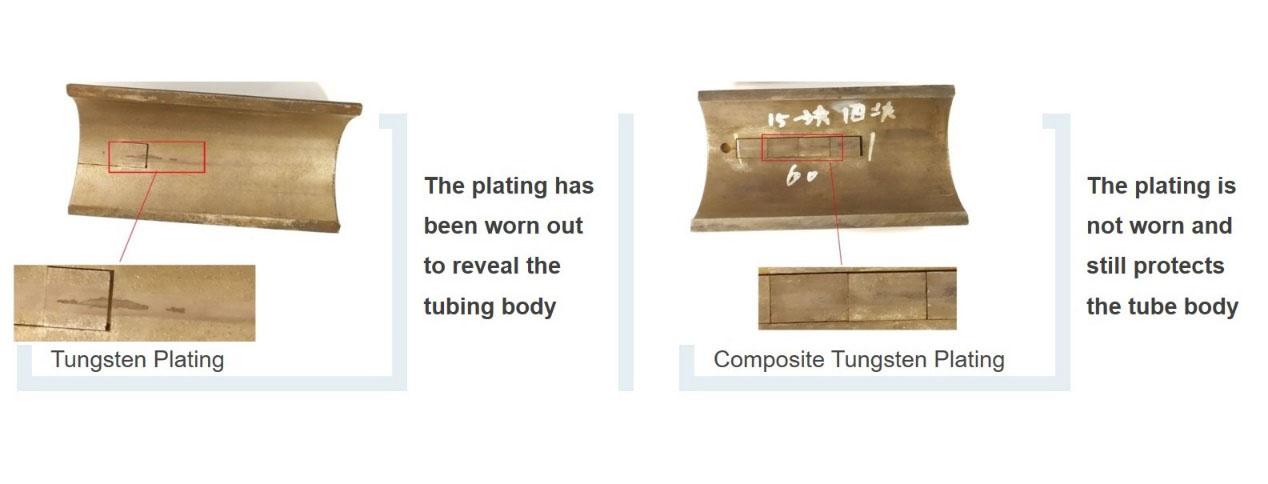
- 2.Сравнение никель-вольфрамового композитного покрытия и вольфрамового покрытия по износостойкости.Мы проверяем износостойкость никель-вольфрамового композитного покрытия и вольфрамового покрытия посредством экспериментов. Мы подготовили два вида испытаний покрытий в следующих экспериментальных условиях на трение, чтобы проверить износостойкость.
Условия эксперимента
| Эффективная длина хода | 100mm |
| Скорость истирания | 100 times /min |
| Температура обслуживания | Room Temperature |
| Давление нагрузки | 400N |
| Сумма теста | 400 Thousand |
Экспериментальные результаты следующие:
Manufacturer of Tungsten Alloy Casing
| Tungsten Alloy Casing | |||||
| Type | Size(O.D. ) | Plating Parameters | |||
| in | Mm | Layer thickness | Hardness | CASS | |
| H40 J55 K55 L80 N80 C90 T95 P110 | 4 1/2 | 114.3 | ≥38um | 500-550HV(After heat treat:900-1000HV ) | No discoloration,pitting,cracks in 96 hours. |
| 5 | 127 | ||||
| 5 1/2 | 139.7 | ||||
| 6 5/8 | 168.28 | ||||
| 7 | 177.8 | ||||
| 7 5/8 | 193.68 | ||||
| 8 5/8 | 219.08 | ||||
| 9 5/8 | 244.48 | ||||
| 13 3/8 | 339.72 | ||||
| Performance Parameters | |||||
| Item | Parameter | ||||
| Plating composition | Ni, P, W, Carbide (mass fraction) | ||||
| Plating hardness | 50-550HV (plated state), 940-1100HV (heat treatment) | ||||
| Wear resistance | 2-3 times better than chromium plating | ||||
| Corrosion resistance | resistance to aggressive service like H2S, CO2, NaCI, HCI, etc. | ||||
| Current efficiency | 80% -85% | ||||
| Deposition rate | 35um-45um/h | ||||
| Adhesion | 8Kg/mm2, plating no falling under high temperature and pressure. | ||||
| Tungsten Alloy Tubing | |||||
| Type | Size(O.D. ) | Plating Parameters | |||
| in | mm | Layer thickness | Hardness | CASS | |
| NUE J55 L80 N80 P110 | 1.9 | 48.26 | ≥38um | 500-550HV (After heat treat:900-1000HV ) | No discoloration,pitting,cracks in 96 hours, |
| 2 3/8 | 60.32 | ||||
| 2 7/8 | 73.02 | ||||
| 3 ½ | 88.9 | ||||
| 4 1/2 | 114.3 | ||||
| EUE J55 L80 N80 P110 | 1.9 | 48.26 | |||
| 2 3/8 | 60.32 | ||||
| 2 7/8 | 73.02 | ||||
| 3 ½ | 88.9 | ||||
| 4 1/2 | 114.3 | ||||
| Performance Parameters | |||||
| Item | Parameter | ||||
| Plating composition | Ni, P, W, Carbide (mass fraction) | ||||
| Plating hardness | 50-550HV (plated state), 940-1100HV (heat treatment) | ||||
| Wear resistance | 2-3 times better than chromium plating | ||||
| Corrosion resistance | resistance to aggressive service like H2S, CO2, NaCI, HCI, etc. | ||||
| Current efficiency | 80% -85% | ||||
| Deposition rate | 35um-45um / h | ||||
| Adhesion | 8Kg/mm2, plating no falling under high temperature and pressure. | ||||
Feature Products




What Our Client Say About Sanjack Petro?





Будьте Экспертом При Импорте Нефтяных Труб И Обсадных Труб
Проверьте Все Направляющие
 НКТ с футеровкой HDPE
НКТ с футеровкой HDPE- Коррозионный состояние
- Состояние износа
- Рабочая Температура



