

Sanjack Прецизионные прокатные трубы
- Прецизионные прокатные трубы Sanjack имеют чрезвычайно высокую точность, а прямолинейность может составлять менее 0,01 мм / м.
- Sanjack производит различные прецизионные прокатные трубы, такие как низкоуглеродистая сталь, нержавеющая сталь, латунь, бронза и т. Д.
- Санджек – отличный поставщик GE, SCHLUMBERGER, DOVER.
Ваш надежный
Прецизионные прокатные трубы производитель и поставщик
Высокая точность
Допуск по толщине стенки составляет менее 0,35 мм, а прямолинейность – менее 0,1 мм / мм.
Разнообразие материалов
Низкоуглеродистая сталь, нержавеющая сталь, латунь, бронза и т. Д.
Широкое применение
Прецизионная прокатная труба может использоваться для цилиндра и плунжера скважинного насоса, муфты насосной штанги, корпуса ESP, подшипника двигателя и корпуса.
Стабильная производственная мощность
Sanjack построил 8 линий прецизионной прокатки с годовой производительностью 6000 тонн.


- Диапазон размеров : 280 мм (OD) ~ 14 мм (ID)
- Овальность <0,03 мм

- 16Mn,1Cr5Mo,35CrMo,9Cr1Mo,
- 13Cr,22Cr, A335P9,4130, K500, 718
В 2015 году компания Sanjack установила линию по производству прецизионных прокатных труб. Он имеет различные типы станов холодной прокатки, такие как LG30, LG60, LG80, LG220, и устанавливает полную систему контроля качества. Годовая производственная мощность достигает 6000 тонн. Shengji – отличный поставщик GE, SCHLUMBERGER, DOVER.

Send us your requirement, Let Sanjack support you
Что нужно знать о прецизионных трубах для прокатки
Что тебе нужно знать о прецизионной прокатной трубе?
Прецизионные прокатные трубы считаются одним из лучших сортов бесшовных стальных труб высшего качества. Одна из известных характеристик прецизионных прокатных труб – это высокая точность и чистота поверхности.
Требования к качеству бесшовных стальных труб для нефтегазопереработки часто выше по сравнению с любыми другими разновидностями на рынке.
Немногие отечественные производители труб прецизионной прокатки используют холоднотянутую трубу в качестве заготовки для труб тонкой прокатки.
С другой стороны, наиболее известные производители труб прецизионной прокатки используют в своих производственных процессах двухвалковые станы холодной прокатки и трехвалковые станы холодной прокатки.
Исходя из текущего состояния оборудования, трубная промышленность обеспечивает заготовку прецизионных труб холодным способом.
Кроме того, они используют это для внедрения более рациональных производственных процессов. Продукт (еще в виде тонко прокатанной трубной заготовки) может использоваться для производства бесшовных стальных труб самого высокого качества.

Особенности обработки труб прецизионного проката.

Трубы стальные прецизионные холоднокатаные имеют высокую точность размеров. Соответственно, точность продукта часто контролируется на уровне примерно +/- 0,05 мм (для хорошей внутренней или внешней отделки стен).
Кроме того, на поверхности труб отсутствует слой окисления.
Прецизионные холоднокатаные трубы обладают отличными эксплуатационными характеристиками. Кроме того, трубы спроектированы таким образом, чтобы выдерживать высокое давление, холодную обработку, сплющивание и другие процессы напряжения без образования трещин.
Труба также может выдерживать все виды механической обработки и сложные методы деформации.
Наконец, продвижение и применение прецизионных бесшовных труб может быть использовано для
- Сохранить сталь;
- Повышение эффективности обработки;
- Снижение некоторых затрат, связанных с технологическими процедурами и оборудованием;
- Сокращение часов обработки для экономии затрат;
- Увеличить мощность производства и увеличить коэффициент использования материалов и;
- Улучшение качества продукции для снижения связанных затрат.
Требования к процессу

Усовершенствован начальный процесс холодного волочения, чтобы гарантировать соответствие трубных заготовок для холодной прокатки и требований к чистовой прокатке трубных заготовок.
- После нагрева в трубе просверливаются косые отверстия для создания благоприятных условий для травления и очистки внутренней поверхности стальных труб.
- После кислотной очистки многократно проводится отличная очистка, чтобы убедиться, что внутренняя поверхность стальной трубы достаточно чистая и подходит для фосфатирования. На этом этапе все дефекты, такие как внутренние царапины, вызванные холодным волочением, значительно уменьшаются.
- Далее следует использование многопроходной вытяжной короткой оправки и конической внутренней формы. Этот процесс происходит впервые для увеличения деформации внутренней поверхности готовой стальной трубы. Для достижения наилучших результатов необходимо обеспечить равномерную деформацию как внутренней, так и внешней поверхности стальной трубы.
- Система термообработки заменяет полный отжиг на промежуточную термообработку почти готового продукта. Для термообработки конечного продукта применяется рекристаллизационный отжиг. Эти процессы в основном используются для обеспечения идеальной обработки поверхности и механических свойств стальных труб.
Различия между прецизионной стальной трубой и бесшовной стальной трубой
Для различения прецизионных стальных труб и бесшовных стальных труб можно использовать множество функций.
Однако первое, что вам нужно знать, это то, что прецизионные бесшовные стальные трубы представляют собой холоднотянутую или горячекатаную версию прецизионных стальных труб после обработки.
Высокая точность, суперфиниш, деформация холодной гибки, развальцовка, сплющивание без трещин и другие виды обработки часто используются для создания пневматических или гидравлических компонентов из различных материалов, изготовленных из бесшовных труб.
Все это сделано для того, чтобы изделия выдерживали высокое давление без каких-либо утечек при использовании.
Химический состав прецизионных бесшовных стальных труб: углерод, кремний, марганец, сера, фосфор и хром.
Другие различия между прецизионными стальными трубами и бесшовными стальными трубами включают:
- Бесшовные стальные трубы не требуют сварки, но могут выдерживать более высокое давление. Кроме того, бесшовные стальные трубы иногда бывают шероховатыми, когда они еще находятся в литом виде или в холоднотянутых компонентах.
- Прецизионные стальные трубы – это в основном изделия внутри отверстия с размером наружной стенки, имеющим строгие допуски и шероховатость.
Характеристики прецизионных бесшовных стальных труб
- Трубки часто имеют небольшой внешний диаметр;
- Труба изготовлена из более плотного металла для улучшения ее характеристик;
- Площадь поперечного сечения трубы более сложная;
- Труба имеет холоднотянутую отделку для большей точности и лучшего качества поверхности;
- С высокой точностью можно рассчитывать на мелкосерийное производство.
Трубы стальные бесшовные горячекатаные подразделяются на:
1. Трубы стальные общего назначения;
2. Трубы стальные бесшовные котельные низкого, среднего и высокого давления;
3. Трубы из легированной стали бесшовные;
4. бесшовные стальные трубы из нержавеющей стали;
5. бесшовные стальные трубы нефтяного крекинга;
6. Геологические бесшовные стальные трубы и многие другие.
С другой стороны, холоднотянутые прецизионные стальные трубы можно разделить на:
1. Трубы стальные общего назначения;
2. Трубы стальные котельные низкого, среднего и высокого давления;
3. Трубы стальные электросварные;
4. трубы из легированной стали;
5. стальные трубы нефтяного крекинга;
6. Углеродные тонкостенные стальные трубы;
7.Трубки стальные тонкостенные.
8. Нержавеющие тонкостенные стальные трубы и;
9. Трубы из стали специальной формы.

Помимо производственных или производственных процессов, другие способы, которые можно использовать для различения высокоточных прокатных труб и бесшовных стальных труб, включают:
- Точность
Точность двух труб разная. Например, наружная стенка горячекатаных бесшовных стальных труб в основном проектируется так, чтобы иметь внешний диаметр более 32 мм, при этом толщина стенки составляет от 2,5 до 75 мм.
С другой стороны, внешний диаметр холоднотянутых бесшовных стальных труб часто составляет около 6 мм при толщине стенки 0,25 мм.
Имея это в виду, важно отметить, что бесшовные холоднотянутые стальные трубы проектируются с более высокой точностью размеров, чем горячекатаные бесшовные стальные трубы.
Это является первой причиной того, почему бесшовные стальные холоднотянутые трубы дороже горячекатаных бесшовных стальных труб.

- Твердос
Трубы стальные бесшовные горячекатаные имеют более высокую жесткость на свободное скручивание по сравнению с бесшовными стальными холоднокатаными трубами.
Таким образом, горячекатаные бесшовные стальные трубы имеют лучшие характеристики на скручивание, чем бесшовные холоднотянутые стальные трубы.
Поскольку внутренняя и внешняя стенка прецизионных холоднотянутых бесшовных стальных труб не имеет оксидного слоя, протекает холодная деформация, развальцовка или
растрескивание, а имеет высокую точность, сопротивление высокому давлению и лучшее качество поверхности, они в основном используются в производство пневматических и
гидравлических изделий, таких как цилиндры и бесшовные трубы.
Несколько важных терминов о прецизионной прокатке труб:
- Отжиг.Это процесс нагрева прецизионных холоднотянутых бесшовных труб при температуре буровой установки в соответствии с изменяющимся временем выдержки материала и размером заготовки перед медленным охлаждением.
Этот процесс обычно предназначен для достижения равновесия внутренней структуры металла и достижения лучших характеристик процесса при подготовке к дальнейшей закалке.
- Нормализация.Этот термин используется для описания охлаждения прецизионной холоднотянутой трубы до соответствующей температуры перед ее охлаждением на воздухе.
Результат нормализации такой же, как и при отжиге.Однако конечная микроструктура при нормализации часто бывает хорошей, поскольку она используется для улучшения режущих характеристик материала.
В некоторых случаях нормализация применяется к менее требовательным компонентам и часто является окончательной термообработкой.
- Тушение.Это процесс быстрого охлаждения прецизионных холоднотянутых труб после закалки в воде, масле или других неорганических солях, органических водных растворах или любой другой закалочной среде.
Этот процесс делает прецизионные трубы более твердыми и в некоторых случаях хрупкими.
-
-
-
- Травление
-
-
-
-
-
- Очистка
-
-
-
-
-
- Отж
-
-
-
-
-
- Допуск наружного диаметра для горячекатаных прецизионных стальных труб составляет +/- 0,1%.
- Для холоднотянутых прецизионных стальных труб допуск соответствует следующим условиям.
- Для диаметров от 6 мм до 10 мм нормальное условие допуска составляет +/- 0,2%, а условие допуска премиум-класса составляет +/- 0,15%.
- Для диаметров от 10 мм до 30 мм нормальное условие допуска составляет +/- 0,4%, а условие допуска премиум-класса составляет +/- 0,2%.
- Для диаметров от 30 мм до 50 мм нормальное условие допуска составляет +/- 0,45%, а условие допуска премиум-класса составляет +/- 0,3%.
- Для всех наружных диаметров более 50 мм нормальное условие допуска составляет +/- 0,1%, а условие допуска премиум-класса составляет +/- 0,8%.
-
-
Характеристики и применение прецизионных труб
a. Некоторые прецизионные трубы имеют меньший диаметр и высокоточную обработку поверхности.
b. Высокоточные трубы рассчитаны на небольшое количество MOQ.
c. Процессы холодной вытяжки делают эти трубы более точными и высокоточными.
d. Поперечная площадь прецизионных труб часто бывает более сложной.
e. Трубы прецизионной прокатки изготавливаются из плотных материалов для улучшения их характеристик.
Внешний и внутренний диаметр прецизионных труб может составлять всего 0,01 мм. Кроме того, прецизионные трубы имеют меньший вес, если есть гарантия прочности на изгиб и крутящего момента.
Трубы широко используются в производстве прецизионных деталей машин и инженерных сооружений.
В некоторых случаях они используются при производстве оружия, ствола насоса и плунжера, гильз, подшипников и корпуса ESP, а также других деталей, требующих точности.
Прецизионные холоднокатаные трубы также используются в автомобильной промышленности, производстве различных компонентов пневматики и котлов под давлением.

Стандарты материалов для прецизионных труб
Трубы прецизионной прокатки – это в основном трубы из углеродистой, легированной или нержавеющей стали, разработанные с более высокими размерами.
Обычно трубы изготавливаются методом горячей прокатки или холодного волочения. Таким образом, трубы прецизионной прокатки представляют собой бесшовные трубы различных модификаций.
Эти трубы имеют различные преимущества, в том числе меньший допуск, гладкую поверхность, отсутствие утечек, допуск при высоком давлении, отсутствие оксидного слоя на внутренней или внешней поверхности, отсутствие деформации во время холодной гибки, отсутствие трещин во время испытаний на развальцовку и сплющивание.
Благодаря этим преимуществам трубы широко используются при производстве компонентов пневматики и гидравлических систем.
Прецизионные трубы производятся в соответствии с внутренними стандартами для прецизионных труб, DIN 2391, наряду с европейскими стандартами. Другие стандарты стальных труб, которые могут применяться при производстве прецизионных бесшовных стальных труб, включают DIN2445, EN10305, DIN1630, DIN1629, ASTM A106, ASTM A179 и JIS G3445.
Процессы производства прецизионных тру
Стоит отметить, что критическим моментом при изготовлении прецизионных бесшовных стальных труб является отжиг сырья.
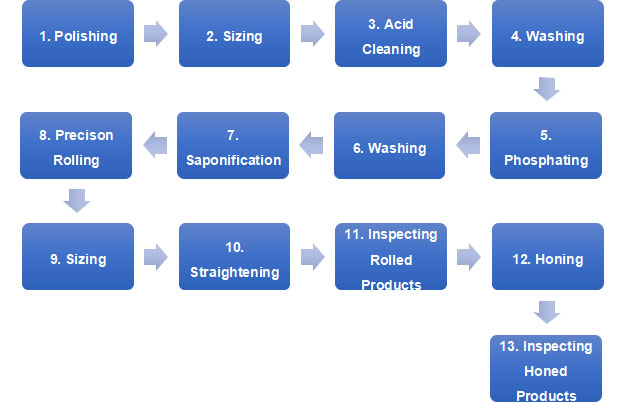
Технологическая схема производства прецизионных стальных труб:
На диаграмме ниже представлен процесс производства прецизионных бесшовных стальных труб:
The two most used processes in the manufacture of precision rolling pipes are cold drawing (cold rolling) and hot rolling. Cold rolling is often the most complex of the two manufacturing processes.
Два наиболее часто используемых процесса при производстве труб прецизионной прокатки – это холодная волочение (холодная прокатка) и горячая прокатка. Холодная прокатка часто является наиболее сложным из двух производственных процессов.
Труба должна подвергаться непрерывной прокатке тремя роликами.
Тем не менее, после экструзии необходимо провести испытания с высокой точностью, чтобы убедиться, что они соответствуют качеству любого прецизионного материала трубы.

Помимо горячей прокатки и холодного волочения, прецизионные бесшовные стальные трубы также могут изготавливаться путем сварки. Если это будет сделано, будут предприняты следующие ключевые шаги:
Концентрация сероводорода составляет от 10% до 15% в диапазоне температур от 550 ° C до 650 ° C.
Другие компоненты включают содержание железа 100 г / л или меньше и время травления около 30 минут.
Этот процесс влечет за собой многократную очистку труб от остатков.
Коническая внешняя форма и цилиндрическая внутренняя форма иногда используются при холодном волочении, в то время как изогнутые внешние формы и конические внутренние формы используются после завершения производственного процесса.
Все внутренние формы для прецизионных бесшовных труб (конечный продукт) используют «внутреннюю форму для проникновения металла».
Full annealing heat treatment is adopted at an annealing temperature range of between 850 degrees Celsius and 880 degrees Celsius. This process takes about 15 minutes at most.
Полная термообработка отжига применяется в диапазоне температур отжига от 850 до 880 градусов по Цельсию. Этот процесс занимает не более 15 минут.
Готовый продукт затем подвергается термообработке с рекристаллизационным отжигом и удалением остатков в диапазоне температур отжига 630-670 ℃.
Обычно на эту процедуру уходит 10 минут. Далее следует производительность обычных процессов, таких как постобработка.
Допуски на прецизионные размеры труб
В таблице ниже указаны другие допуски на размер прецизионных холоднокатаных стальных труб.
Техническая спецификация
| Диапазон размеров | 280mm (OD)~14mm (ID) |
| Размерная точность | ±0.05mm |
| WT Допуск | <0.35mm |
| Плоскостность | 0.8μm |
| Прямолинейность | <0.1mm/m |
| Овальность | <0.03mm |
Check more references on OCTG: